全部
▼
搜索
熱搜:
位置:中冶有色 >
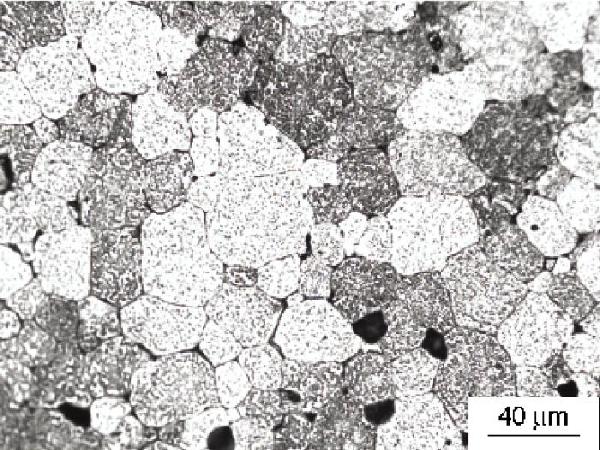
> 噴射成形7055鋁合金型材的力學(xué)性能*
 336
編輯:中冶有色技術(shù)網(wǎng)
來源:喬及森,夏浩,夏天東,趙文軍,張涵,段瑞芬
336
編輯:中冶有色技術(shù)網(wǎng)
來源:喬及森,夏浩,夏天東,趙文軍,張涵,段瑞芬
| Zn | Cu | Mg | Zr | Cr | Mn | Ti | Al |
|---|---|---|---|---|---|---|---|
| 7.6 | 2.3 | 2.0 | 0.15 | 0.04 | 0.02 | 0.06 |





| No. | sampling | σs/MPa | σb/MPa | δ(%) |
|---|---|---|---|---|
| B1 | T | 568 | 617 | 10% |
| B2 | T | 563 | 616 | 8 |
| B3 | L | 628 | 675 | 10.5 |
| B4 | L | 640 | 681 | 13.5 |
| Y1 | T | 570 | 590 | 6.7 |
| Y2 | T | 565 | 590 | 6.5 |
| Y3 | L | 617 | 648 | 7.8 |
| Y4 | L | 613 | 638 | 8.4 |


 分享 0
分享 0
 舉報 0
舉報 0
 收藏 0
收藏 0
 反對 0
反對 0
 點(diǎn)贊 0
點(diǎn)贊 0

 中冶有色技術(shù)平臺
中冶有色技術(shù)平臺交流會")

 2024年12月27日 ~ 29日
2024年12月27日 ~ 29日 廢水處理與資源化利用交流會") 2025年01月03日 ~ 05日
2025年01月03日 ~ 05日 資源技術(shù)交流會") 2025年01月03日 ~ 05日
2025年01月03日 ~ 05日 同創(chuàng)新發(fā)展論壇") 2025年01月03日 ~ 05日
2025年01月03日 ~ 05日 粒礦物選礦技術(shù)大會") 2025年03月25日 ~ 27日
2025年03月25日 ~ 27日